镀锌钢带经过以上的信息消费者可以清楚的知道镀锌钢带国度标准应该如何表现,也知道了我们应该如何去看这些数据,所以消费者在选择的时分不用在担忧镀锌钢带的质量会呈现什么问题,由于我们的消费者往常可以清楚的把镀锌钢带国度标准的数据找出来。优质碳素结构钢按含碳量不同可分为类:低碳钢(C≤0.25%)、中碳钢(C为0.25,0.6%)和高碳钢(C>0.6%)。海口秀英区主要特性:耐蚀性、上漆性、成形性及点焊性。专用结构钢板 压力容器用钢板:用大写R在牌号尾表示,其牌号可用屈服点也可用含碳量或含合金元素表示。如:Q345R,Q345为屈服点。再如:20R、16MnR、15MnVR、15MnVNR、8MnMoNbR、MnNiMoNbR、15CrMoR等均用含碳量或含合金元素来表示。天津除CO和Al外,海口秀英区8mm厚镀锌钢板,大部分合金元素降低了MS和MF点。作用尺寸的大小顺序为:Mn、Cr、Ni、Mo、W、Si。Mn的作用很强,Si的作用不大。随着MS和MF点的降低,淬火钢中残余奥氏体的数量增加。如果残余奥氏体量过大,可以进行冷处理(冷却到MF点以下),将其转变为马氏体;也可以多次回火。此时,海口秀英区镀锌板制风管加工,残余奥氏体的MS和MF点会因合金碳化物的析出而升高,在冷却过程中转变为马氏体或贝氏体(也就是说,碳结构钢板的优质碳素结构钢是含碳量小于0.8%的碳素钢,含硫量较少,磷及非金属夹杂物比碳素结构钢,且具有较好的力学性能。 镀锌退火炉与镀铝锌硅退火炉区别在于镀锌线要求冷却段的能力大大强于镀铝锌硅;镀铝锌硅还要求在冷却段后增加均衡段。镀锌与镀铝锌硅的区别均是由 工艺决定的。另如果需要两种退火炉均能使用,可在初设计时将镀铝锌硅 线,加大冷却段的能力。冷轧碳素钢薄板及钢带调质代号:退火状态为A,标准调质为S,1/8硬为 1/4硬为 1/2硬为 硬为1。举例:热浸锌钢板(SGCC)较电镀锌钢板(SECC)有优点,SECC折弯与断面极容易生锈,相同条件下SGCC抗锈性能好得多。优质机箱通常采用SECC或者SGCC镀锌钢板,采用这种材料的机箱钢板颜色发亮,有金属的光泽,这种钢板的优点是抗腐蚀能力好。精整线上的拉伸矫直机在冷轧后,钢板终厚度已经达到,钢卷可能存在各种板形缺陷,对下游的工序存在潜在的危险。大多数现代化高产处理线都在入口端装有拉伸矫直设备,在恒定的速度范围工作。在涂层线人口端钢带平直度要使涂层的分布选到均匀致,防止由于不良的板形产生擦伤或接触痕迹。在涂层前进行拉伸矫直是为了提供个平坦的基体以使涂层均匀。拉伸矫直在涂层线进行时,如果要求平整量大的时候则可能对涂层质量有损害。
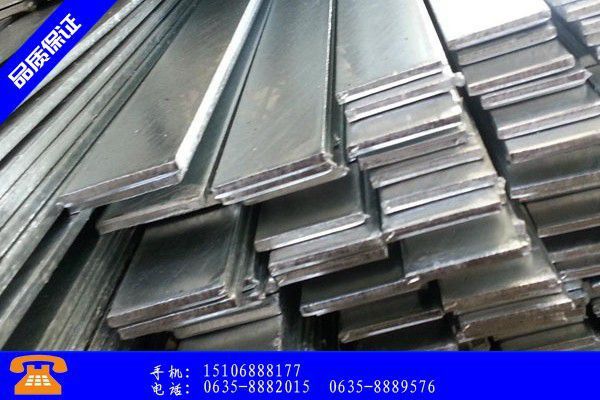
桥梁用钢板:用小写q在牌号尾表示,如Q420q、16Mnq、14MnNbq等。其 工艺流程可概括为:预校平→精整→校直→后校平。扁钢/a/b宽12,300mm、厚4,60mm、截面为长方形并稍带纯边的钢材。扁钢可以是成品钢材,也可以做焊管的坯料和叠轧薄板用的薄板坯。主要用途:扁钢作为成材可用于制箍铁、工具及机械零件,建筑上用作房架结构件、扶梯。扁钢按其形状分为两种:平面簧扁钢和单面双槽簧扁钢。热轧簧扁钢主要用于制造汽车、拖拉机、铁路运输等机械上的钢板簧。SGCC用于制造冲压成型件深冲级用于深冲压件特深冲级用于特深冲压件镀锌钢板般是用来制作钢管,如:大棚管、饮水管、暖气管、煤气输送管;还可以应用于建筑、轻工、汽车、农牧渔业及商业等行业。中间商镀锌钢板在热镀锌钢板 中,专业销售,主要销售各种规格,价格的产品,包括镀锌板加工,热镀锌扁钢,镀锌花纹板,钢板卷圆加工.20年技术经验积累,值得信赖.钢板表面多余的液态锌被气喷出的高速气流吹掉,气与挡板以及钢板自身的参数对于锌层的均匀性和锌层厚度控制方面起着重要的作用。目前镀锌板普遍会有边部过镀锌现象,钢板边部增厚不仅造成了锌液的浪费还会对后续工艺造成影响。研究气喷吹钢板表面的过程对减弱钢板边部过镀锌现象具有重要的理论和应用价值。本课题主要通过数值模拟、实验室实验、现场实验者结合研究冷轧钢板热镀锌气喷吹过程。使用ANSYS/FLUENT有限元软件计算分析了钢板表面的压力分布,分析了气、挡板以及钢板自身在不同参数时的影响。进而还通过现场实验来实测钢板表面所受到的压力,并结合实验室实验来研究其分布规律。钢板冷轧钢板冷轧冷轧酸洗后的带坯在冷轧机上轧制到成品厚度,般不经中间退火。机架连轧机冷轧总压缩率般为60~80%,主要轧制厚度0.3~3mm的汽车板、搪瓷板和镀锌板。机架连轧机主要轧制厚度0.15~0.5mm的镀锡薄板,冷轧总压缩率般为70~90%。锌液中的锌渣是影响镀锌板表面质量的重要的因素,在现代化 线中,已用陶瓷内衬锅取代铁锌锅,用可移动或提升更换的双锌锅来替代镀液转换,海口秀英区镀锌板批发价格的机构成及功能,用在线测量的探头(Alsensor)和相应的锌液成分控制系统可以严格地测定锌液中的铝和对应的铁含量,可以有效地减少锌渣对镀锌板表面质量的影响。2.镀锌板应具有良好的外观,不得有对产品使用有害的缺陷,如无镀、孔洞、破裂以及浮渣、超过镀厚、擦伤、铬酸污垢、白锈等。镀锌板的镀锌量镀锌量标准值:镀锌量是表示镀锌板锌层厚度的个普遍采用的有效方法。镀锌量的单位为gm2。镀锌板钢板产品主要应用于建筑、轻工、汽车、农牧渔业及商业等行业。其中建筑行业主要用于制造防腐蚀的工业及民用建筑屋面板、屋顶格栅等;轻工行业用其制造家电外壳、民用烟囱、厨房用具等,汽车行业主要用于制造轿车的耐腐蚀部件等;农牧渔业主要用做粮食储运、肉类及水产品的冷冻加工用具等;商业主要用作为物资的储运、包装用具等。镀锌板市场概况及 消费现状近几年,我国镀锌板的 量在逐年增加,出进口量也在逐年增加,增长幅度高于 量的增加;扣除 重复统计后,镀锌板消费量约为527万吨。1999年以后,进口量超过了 量,可以选择操作迁移令或者操作免战牌海口秀英区镀锌板批发价格报道海口秀英区镀锌板批发价格告诉大家。或者经过过程社交手段防止战斗。,国内产品的自给率不足50%,并且有逐年降低的趋势。镀锌板消费量的增加主要依靠进口。近几年镀锌板进口逐年增长、进口的品种主要是电镀锌板,但电镀锌板进口的比例逐年降低;相应地,热镀锌板进口比例逐年增加,2003年我国热镀锌板的进口量次超过了电镀锌板的进口量。
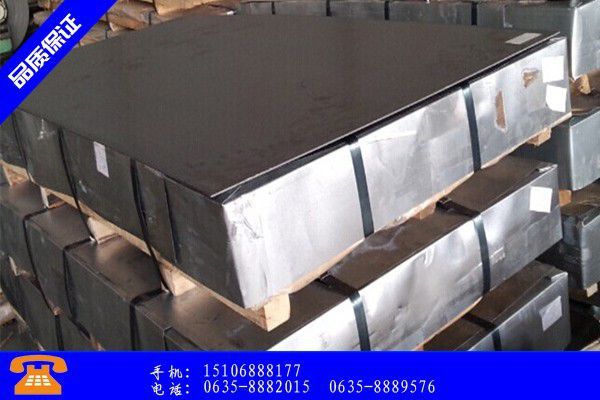
优质碳素结构钢热轧薄钢板和钢钢板板知识优质碳素结构钢热轧薄钢板和钢带用于汽车、航空工业及 部门。其钢的牌号为沸腾钢:08 10 15F;镇静钢:0 08A 20、2 30、3 40、4 50。优惠2.镀锌板应具有良好的外观,不得有对产品使用有害的缺陷,如无镀、孔洞、破裂以及浮渣、超过镀厚、擦伤、铬酸污垢、白锈等。镀锌板的镀锌量镀锌量标准值:镀锌量是表示镀锌板锌层厚度的个普遍采用的有效方法。镀锌量的单位为gm2。镀锌板钢板产品主要应用于建筑、轻工、汽车、农牧渔业及商业等行业。其中建筑行业主要用于制造防腐蚀的工业及民用建筑屋面板、屋顶格栅等;轻工行业用其制造家电外壳、民用烟囱、厨房用具等,汽车行业主要用于制造轿车的耐腐蚀部件等;农牧渔业主要用做粮食储运、肉类及水产品的冷冻加工用具等;商业主要用作为物资的储运、包装用具等。镀锌板市场概况及 消费现状近几年,我国镀锌板的 量在逐年增加,出进口量也在逐年增加,海口秀英区镀锌喷塑钢板立柱,增长幅度高于 量的增加;扣除 重复统计后,镀锌板消费量约为527万吨。1999年以后,海口秀英区镀锌板批发价格在各领域的应用,进口量超过了 量,国内产品的自给率不足50%,并且有逐年降低的趋势。镀锌板消费量的增加主要依靠进口。近几年镀锌板进口逐年增长、进口的品种主要是电镀锌板,但电镀锌板进口的比例逐年降低;相应地,热镀锌板进口比例逐年增加,2003年我国热镀锌板的进口量次超过了电镀锌板的进口量。按照花纹钢板国家标准GB/T3277规定,花纹高度应大于或等于20%基板的厚度。在钢板的热轧和冷轧过程中,努力改善板形的工作正在广泛地进行。在轧制中主要的目的是使钢板达到预定的厚度和形状。同时要保证钢板的平直度。在轧制以后的平整过程中,利空频频,海口秀英区镀锌板批发价格市场想回暖已成为天方夜谭,钢板要达到终使用时的平直度要求,改进钢板的性能和涂层质量。提高平整工序的产量和 率。为了改善钢板的平直度、应用了不同形式的平整技术,海口秀英区镀锌板批发价格获悉,可使钢板获得特定的形状以便于进步的轧制在轧制过程中。钢板上可能产生系列的板形缺陷。主要有种形式,种是钢板面与面之间表面积的差异。如卷取后的残余变形或者镰弯和横向瓢曲。海口秀英区精整线上的拉伸矫直机在冷轧后,钢板终厚度已经达到,钢卷可能存在各种板形缺陷,对下游的工序存在潜在的危险。大多数现代化高产处理线都在入口端装有拉伸矫直设备,在恒定的速度范围工作。在涂层线人口端钢带平直度要使涂层的分布选到均匀致,防止由于不良的板形产生擦伤或接触痕迹。在涂层前进行拉伸矫直是为了提供个平坦的基体以使涂层均匀。拉伸矫直在涂层线进行时,如果要求平整量大的时候则可能对涂层质量有损害。冷弯工艺 由于高强板所形成的高刚性型钢具有很大的惯性矩和抗弯模量,特别是由于应用上的要求需要预冲孔后进行冷弯加工 ,会形成材料表面平整度和材料边缘尺寸上的差异,因此要求对该类高强度结构钢板的冷弯孔型的设计中需要多加侧向定位装置,合理设计孔型,合理布置轧辊间隙等,确保进入每道孔型的材料不跑偏并尽可能地消除材料表面平整度和材料边缘尺寸上的差异对后续冷弯成型形状的影响;另个突出的特点为:高强度结构钢板的成型回现象较严重,回会导致出现弧边,必须依靠过弯来修正,且过弯角比较难掌握,需要在 调试过程中进行调整修正。技术发展提高 率钢板冷轧钢板冷轧主要为提高连轧机速度和单卷重量,轧制速度历年提高的情况见5[1930~1980年钢板冷连轧机高轧制速度],单卷重量由50年代的20吨提高到70年代的40~60吨。由于采用高效率循环供油及轧机设备上的些改进,1971年日本的组机架冷连轧机轧制速度可达2500m/min。为便于控制和保证质量,般轧机实际速度仍为1500~1800m/min。在60年代后期开始实现了计算机控制的压下规程制定和轧机参数设定、调整,穿带和脱尾、上卷和卸卷、换辊等的自动化,提高了轧机效率。产能:35~70万吨/年;厚度:1.8~5.0mm;宽度:500~1450mm。